Introduction: Why the Chemical Industry Relies on Pneumatic Conveying
The chemical industry handles some of the most demanding materials in
manufacturing — abrasive catalysts, toxic fine powders, hygroscopic resins, explosive
dusts, and
corrosive granules. Moving these materials safely, efficiently, and without
contamination is not
optional; it is a regulatory and operational imperative.
Traditional mechanical conveyors — screw conveyors, bucket elevators,
belt
conveyors — were once the standard. But they expose workers to hazardous materials,
generate
fugitive dust, require frequent maintenance, and struggle with complex plant layouts.
For modern
chemical plants aiming for high automation, environmental compliance, and zero-spillage
operations, pneumatic conveying systems have become the
technology of
choice.
The global pneumatic conveying system market, valued at USD 36.89
billion in
2025, is projected to grow to USD 61.65 billion by
2034 at a CAGR
of 5.87%, with the chemical
sector among the fastest-growing end users. In India, where tightening CPCB and SPCB emission
norms are reshaping industrial operations, the adoption of enclosed pneumatic conveying is
accelerating rapidly.
This guide explains everything a chemical plant engineer or project
manager
needs to know — from how these systems work, to design parameters, system types, chemical
industry applications, safety requirements, and a practical framework for selecting the right
system for your process.
What Is a Pneumatic Conveying System?
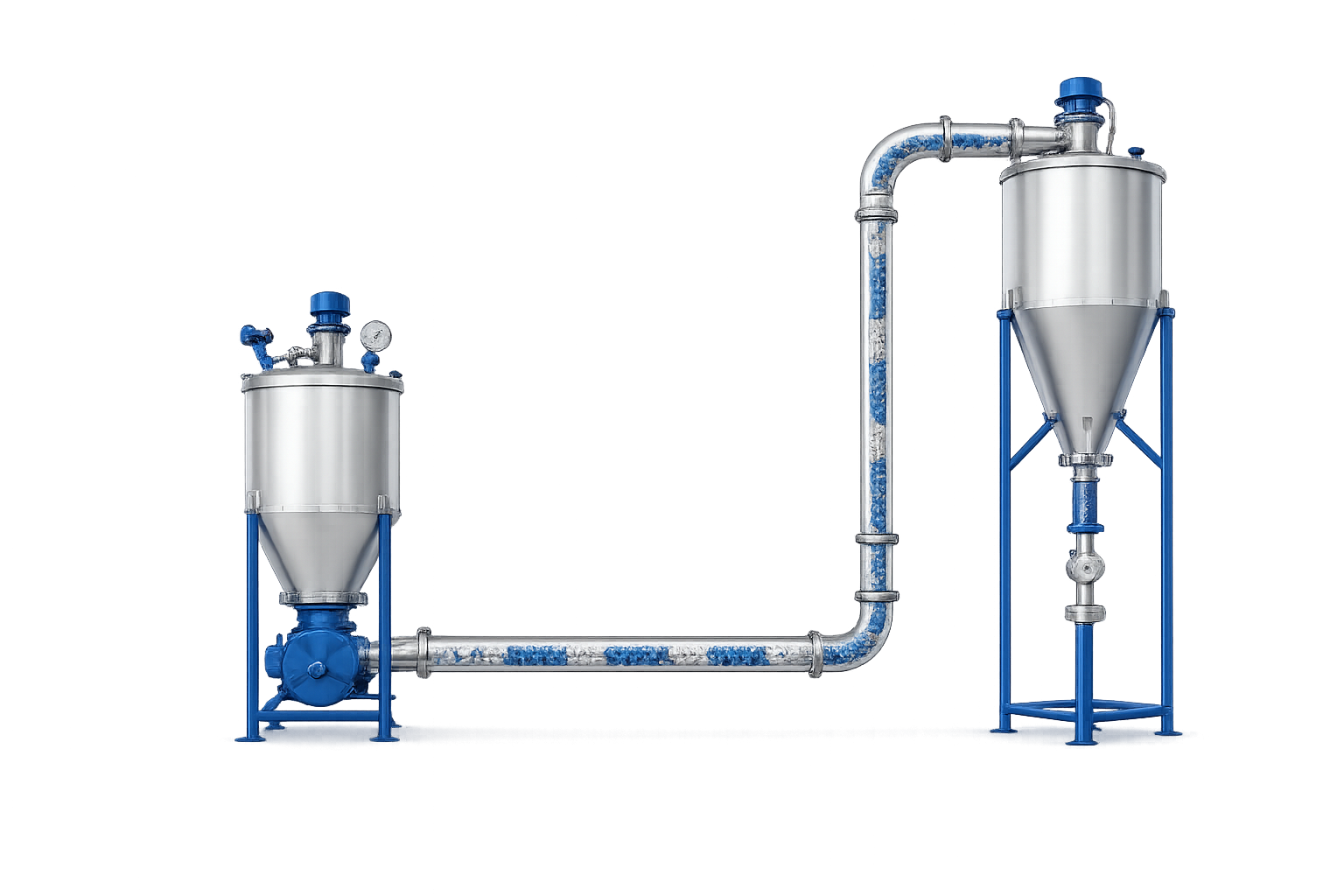
A pneumatic conveying system transports bulk dry materials — powders,
granules, pellets, and flakes — through enclosed pipelines using a carrier gas,
typically
compressed air or nitrogen. The material moves from a source (silo, bag dump station,
bulk
tanker) to a destination (reactor, storage silo, packaging line, mixer) entirely within
sealed
piping, with no open contact with the environment.
The core components of any pneumatic conveying system
include:
- 1. Air mover
(compressor, blower, or vacuum pump) —
generates
the
motive force
- 2. Material feed device
rotary airlock valve, pressure
vessel, or
venturi
- 3. Conveying pipeline
carbon steel, stainless steel, or
specialty
alloy
depending on material
- 4. Air-material separator
cyclone separator, bag filter, or
filter
receiver
at the destination
- 5. Control system
PLCs, flow sensors, pressure gauges for
automated
operation
The fundamental principle is simple: create a pressure or
velocity
differential between two points, and the material flows through the pipe along with
the
air
stream.
How Pneumatic Conveying Systems Work: The Core Operating Principles
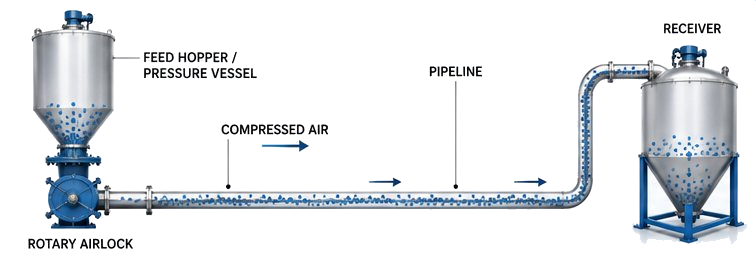
Positive Pressure Systems
(Pressure Conveying)
Compressed air pushes material from the feed point to the
destination.
Ideal for conveying material to multiple or distant destinations, and
for high-capacity long-distance transfer.
Most common type in chemical plants handling bulk quantities of resin
powders, pigments, soda ash, and catalyst materials.
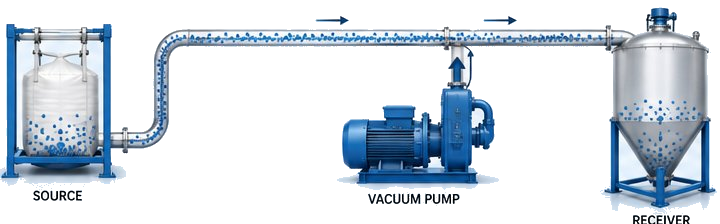
Negative Pressure Systems
(Vacuum Conveying)
A vacuum pump creates negative pressure that pulls material through
the pipeline from the source to a receiver.
Safer for handling toxic or explosive powders – any leak draws air
inward rather than pushing hazardous dust outward.
Widely used in chemical plants for transferring materials from bulk
bags, day hoppers, and reactors – particularly for reactive or toxic fine chemicals.
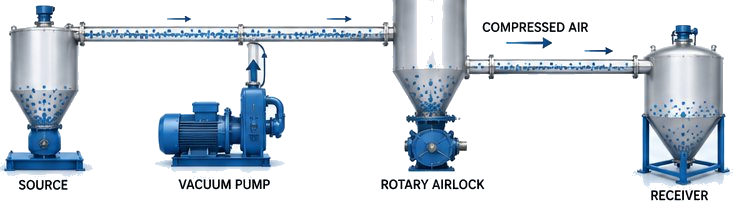
Combined Pressure-Vacuum Systems
Use a vacuum pull on the intake side and a pressure push on the
discharge side.
Offer the advantages of both in a single system.
Used where intake from open vessels must be controlled and discharge
must cover longer distances.
Types of Pneumatic Conveying: Dense Phase vs Dilute Phase
The most critical design decision in any pneumatic conveying project is the
choice between dense phase and dilute
phase conveying. Both use
air as the carrier, but their
operating characteristics are fundamentally different — and this choice significantly impacts
product quality, energy consumption, equipment wear, and total cost of ownership.
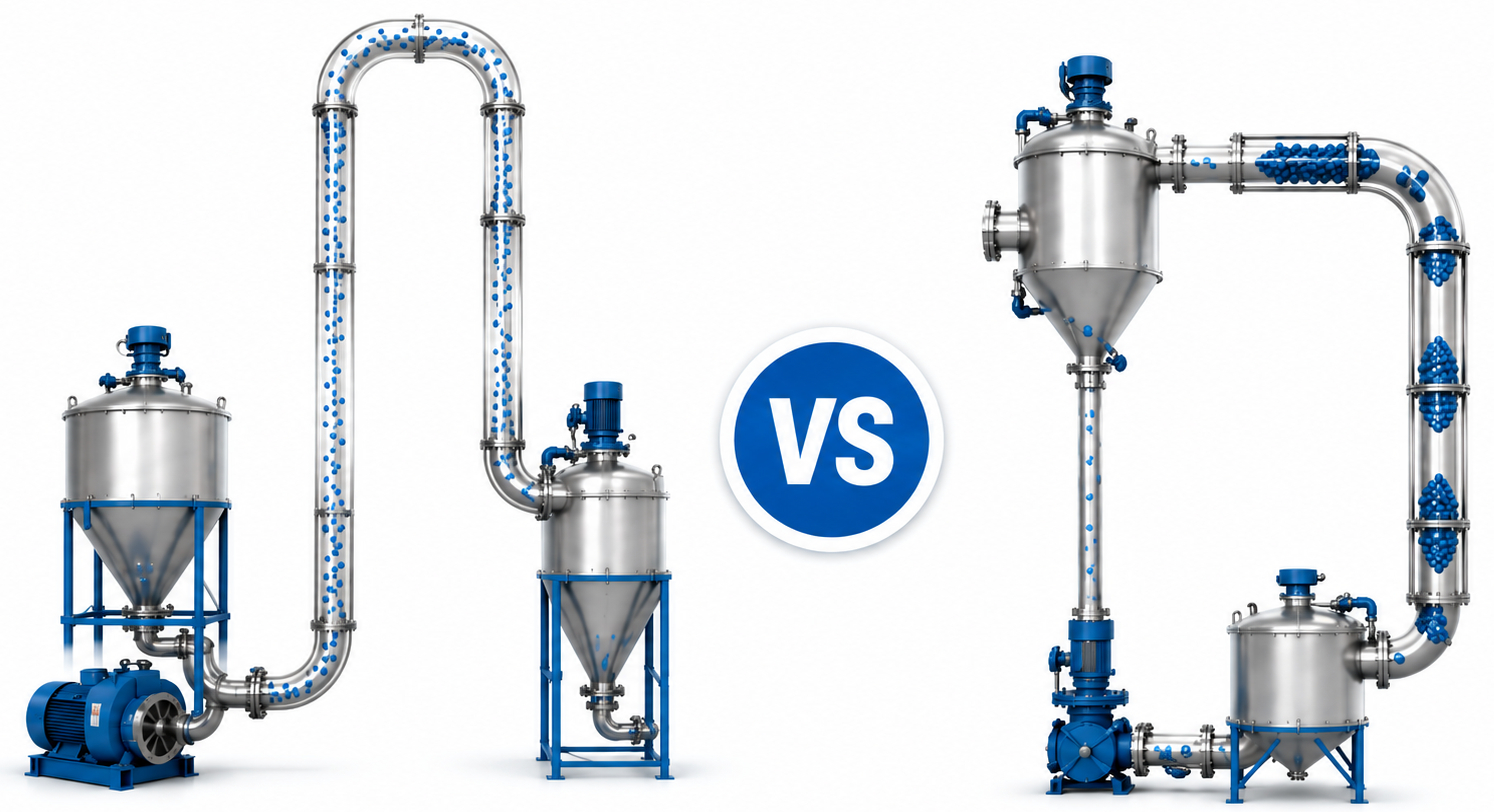
Dilute Phase (Lean Phase) Conveying
Dilute phase conveying suspends material particles in a high-velocity
airstream. The solid-to-air ratio is low (typically below 15 kg of material per kg of
air), and
the air velocity is high — generally in the range of 18 to 35
m/s.
Material travels continuously through the pipeline in a fully
suspended
state, meaning every particle is airborne throughout the transfer. This is the simpler
of the
two technologies, and well-suited to:
- Non-fragile, non-abrasive fine powders
- Short to medium conveying distances (typically under 100 metres)
- Lower throughput applications
- Materials with low bulk density
In chemical plants, dilute phase systems commonly handle materials
such
as
talc, calcium carbonate, sodium bicarbonate, powdered detergent intermediates, and plastic
resin
pellets.
Advantages of dilute phase conveying:
- Lower equipment cost and simpler design
- Easy to clean and reconfigure pipelines
- Suitable for a wide range of particle sizes
- Lower operating pressure (0.1 to 0.5 bar gauge)
Limitations of dilute phase conveying:
- High air velocity causes particle-to-pipe wall collisions, leading to product
degradation
and pipeline erosion
- Not suitable for fragile, abrasive, or high-bulk-density materials
- Generates more dust at the receiver end
- Higher energy consumption per unit of material conveyed compared to dense phase
Dense Phase Conveying
Dense phase conveying moves material at low
velocity
and high
pressure. The solid-to-air ratio is high (above 15 kg of material per
kg of
air),
and air velocities are typically 1 to 8 m/s — far
below
the
velocity that would
keep particles
fully suspended. Material travels in slugs, plugs, or a moving-bed formation through
the
pipeline.
Because velocity is low, particle-to-pipe wall contact is
gentle,
making
dense phase the preferred choice for:
- Fragile, friable, or high-value materials
- Abrasive powders that would erode pipelines at high velocity
- Long conveying distances (100 metres and beyond)
- High bulk density materials
- Materials where blend integrity must be maintained
In chemical plants, dense phase systems are used for conveying catalysts,
specialty chemicals, pigments, dyes, carbon black, titanium dioxide, and abrasive mineral
powders.
Advantages of dense phase conveying:
- Minimal product degradation — critical for fragile catalyst beads and specialty
chemical
particles
- Low pipeline wear, even with abrasive materials
- Lower air consumption and reduced energy cost over the long run
- Suitable for conveying over long distances with fewer intermediate booster
points
- Reduced dust generation at the receive
Limitations of dense phase
conveying:
- Higher initial capital cost
- More complex control systems required
- Material must have suitable air permeability or air retention properties
- Less forgiving of changes in material characteristics
Comparison Table: Dense Phase vs Dilute Phase
| Parameter |
Dilute Phase |
Dense Phase |
| Air velocity |
18–35 m/s |
1–8 m/s |
| Operating pressure |
0.1–0.5 bar g |
1–6 bar g |
| Solid-to-air ratio |
< 15 kg/kg |
> 15 kg/kg |
| Product degradation |
Higher |
Minimal |
| Pipeline wear |
Higher |
Low |
| Energy efficiency |
Moderate |
Higher (long runs) |
| Initial cost |
Lower |
Higher |
| Best for |
Non-abrasive, non-fragile |
Fragile, abrasive, long-distance |
| Typical distance |
< 100 m |
> 100 m possible |
KEY APPLICATIONS OF PNEUMATIC CONVEYING

Raw Material Receipt and Unloading
Large chemical plants receive raw materials by road tanker,
railcar,
or bulk
bag. Pneumatic conveying systems — typically positive pressure dense phase or
vacuum
systems —
transfer materials from the unloading point to primary storage silos without any
exposure to the
environment. This is essential for toxic, hygroscopic, or oxidation-sensitive
raw
materials.
Large chemical plants receive raw materials by road tanker,
railcar,
or bulk
bag. Pneumatic conveying systems — typically positive pressure dense phase or
vacuum
systems —
transfer materials from the unloading point to primary storage silos without any
exposure to the
environment. This is essential for toxic, hygroscopic, or oxidation-sensitive
raw
materials.
Reactor Feeding and Catalyst Transfer
Many chemical reactions require precise, controlled feeding of catalyst
or
reagent powders into reactors. Vacuum powder transfer systems and dense phase
pressure
systems
allow accurate batch or continuous feeding at controlled rates. Inert gas
blanketing (using
nitrogen instead of air) is often applied when materials are oxygen-sensitive or
explosion-prone.
Typical materials: catalysts, zeolites, specialty reagents, metal powder
additives.
Inter-Process Transfer
Within a chemical plant, intermediates must move between process steps —
from
reaction vessels to dryers, from dryers to mills, from mills to blenders, and
from blenders
to
packaging. Pneumatic conveying handles these transfers in a fully enclosed,
contamination-free
manner, eliminating the manual drum-tipping, open conveyor exposure, and
spillage losses
associated with mechanical alternatives.
Silo-to-Silo and Silo-to-Mixer Transfer
Finished intermediates or additives stored in silos must be accurately
metered into mixing or blending operations. Pneumatic systems with integrated
weighing and
batching capability allow precise dosing — critical for maintaining product
formulation
accuracy
in specialty chemical manufacturing.
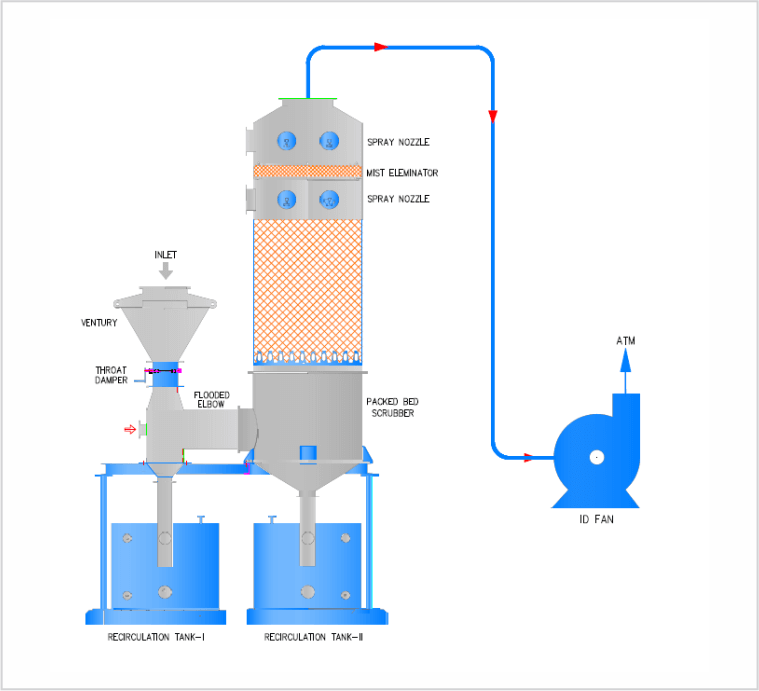
Dry Sorbent Injection
Many chemical plants burn fossil fuels or generate process gases
containing
SO₂, HCl, and other acid gases. Dry sorbent injection (DSI) systems use
pneumatic conveying
to
accurately inject powdered sorbents — typically sodium bicarbonate, hydrated
lime, or
activated
carbon — directly into the flue gas duct. This is a growing application as
Indian plants
align
with tightening emission standards.
Packaging Line Feeding
Powdered chemical products must be transferred from bulk storage to
packaging
lines accurately and without exposure. Pneumatic systems feed product into FIBCs
(bulk
bags),
drums, or small bags at controlled rates, maintaining product quality and
meeting
weight-accuracy requirements.
Waste and By-product Handling
Chemical processes generate solid by-products and waste materials —
spent
catalysts, filter cake, fly ash from boilers — that must be recovered and
transferred for
disposal or reuse. Pneumatic conveying handles these difficult, often dusty
materials in an
enclosed manner, preventing workplace contamination.
Design Parameters for Pneumatic Conveying Systems in Chemical Applications
Good system design is the difference between a reliable, energy-efficient
conveying system and one that blocks, wears out, and disrupts production. The following
parameters must be established before any system can be correctly designed.
1. Material Characterisation
This is the most critical step. Chemical powders vary enormously in
their
properties, and a system optimised for one material will fail with another. Key
characterisation
data includes:
- Bulk density (both loose and tapped) — determines pipe sizing and
air
mover
capacity
- Particle size and size distribution — influences velocity
requirements
and
risk of degradation
- Particle shape — angular particles cause more pipe wear than round
ones
- Moisture content — hygroscopic or wet materials can cause bridging
and
pipe
plugging
- Abrasiveness — highly abrasive powders demand dense phase or special
pipeline materials (ceramic-lined, basalt-lined, or wear-resistant alloy elbows)
- Flammability/explosibility — many chemical dusts have a minimum
ignition
energy (MIE) that determines whether inert gas conveying or ATEX-rated equipment is
required
- Toxicity and hazard classification — affects sealing requirements
and
leak-before-fail design philosophy
- Cohesiveness and flowability — cohesive materials may arch in
hoppers
and
block feed devices
2. Conveying Capacity and Distance
The required throughput (tonnes per hour or kg per batch) and the
total
conveying distance — including all horizontal runs, vertical lifts, and bends — determines
the
pipe diameter, air mover size, and operating pressure. Longer distances and higher
capacities
demand more energy and larger equipment.
3. Pipeline Layout
Chemical plants often have complex layouts with multiple floors,
structural
constraints, and existing equipment. Pneumatic conveying pipeline can be routed flexibly
around
obstacles — a significant advantage over rigid mechanical conveyors. However, the number of
bends must be minimised, and long-radius bends (rather than tight elbows) should be used for
abrasive materials.
4. Construction Material Selection
For the chemical industry, material compatibility is non-negotiable.
Common
choices include:
- Carbon steel — suitable for non-corrosive, non-contamination-sensitive
materials
- 304 stainless steel — general-purpose corrosion resistance
- 316L stainless steel — for chloride environments and applications
requiring
higher corrosion resistance
- Hastelloy, Inconel, or PTFE-lined pipe — for highly corrosive chemical
streams
- Ceramic-lined or basalt-lined elbows — for highly abrasive powders like
titanium dioxide or calcium carbonate
5. Sealing and Containment
Chemical plants handling toxic, carcinogenic, or potent active
materials
require conveying systems with zero fugitive emissions. This demands fully welded pipeline
systems (no flanged joints that can leak), double-seal rotary airlocks, and filter receivers
with HEPA-grade filtration. Any potential leak point must be identified and engineered
against.
6. ATEX and Explosion Protection
Many chemical dusts — organic powders, plastic powders, metallic
dusts —
form
explosive atmospheres when suspended in air. Systems handling these materials must be:
- Designed and certified to ATEX Directive 2014/34/EU (in European-aligned markets)
- Equipped with explosion vents, suppression systems, or isolation valves
- Operated below the minimum ignition temperature of the material
- Considered for inert gas (nitrogen) conveying where explosion risk cannot
otherwise be
managed
In India, compliance with IS/IEC 60079 and PESO guidelines applies
to
equipment used in hazardous areas.
7. Inert Gas Conveying
Oxygen-sensitive materials — such as certain catalysts, metal
powders,
and
oxidation-prone chemicals — must be conveyed in a nitrogen or other inert gas atmosphere.
Inert
gas conveying systems recirculate the carrier gas in a closed loop, maintaining oxygen
levels
below the limiting oxygen concentration (LOC) of the material. This adds complexity and cost
but
is essential for safe operation with reactive powders.
8. Instrumentation and Control
Modern pneumatic conveying systems in chemical plants are fully
integrated
with plant DCS or PLC systems. Key instruments include:
- Pipeline pressure transmitters (monitoring for blockage)
- Flow meters (mass or volumetric)
- Level sensors in vessels and silos
- Temperature sensors (for heat-sensitive materials)
- Rotary airlock speed control (for accurate metering)
Smart conveying systems now incorporate real-time diagnostics and
predictive
maintenance alerts, reducing unplanned downtime.
Benefits of Pneumatic Conveying Systems for Chemical Plants

Complete Containment and Zero Fugitive Emissions
Chemical plants are subject to strict environmental and workplace
exposure
limits. A fully enclosed pneumatic conveying system eliminates all dust and vapour
emission
during transfer — protecting workers, maintaining regulatory compliance, and
preventing product
loss. For plants handling Schedule-H chemicals or carcinogens, this containment is
not
negotiable.
Safe Handling of Hazardous Materials
Pneumatic systems can be designed with nitrogen blanketing, full
grounding
and bonding to prevent static build-up, explosion-rated components, and
double-containment
pipelines. This makes them intrinsically safer than any open mechanical conveying
alternative
for toxic or flammable powders.
Flexible Plant Layout
Pneumatic pipelines can be routed vertically, horizontally,
around corners,
and across floors with ease. Unlike belt conveyors or screw conveyors that require
straight-line
or limited-angle layouts, pneumatic conveying adapts to virtually any plant geometry
— making it
ideal for retrofit projects and brownfield expansions.
Low Maintenance Requirements
With no moving parts in the pipeline itself (only at the feed and
discharge
points), pneumatic conveying systems have very low maintenance requirements compared
to
mechanical alternatives. There are no belts to replace, no screws to wear out, and
no chains to
lubricate. Annual maintenance typically involves inspection and replacement of
filter bags,
rotary airlock tip seals, and pipeline wear points.
High Degree of Automation
Pneumatic conveying integrates naturally with automated plant
control
systems. Batch recipes, conveying sequences, transfer confirmations, and alarm
management can
all be handled automatically, reducing operator intervention and human error.
Hygienic and Contamination-Free
The enclosed pipeline prevents any cross-contamination between
materials or
between the material and the environment. For multipurpose chemical plants handling
different
products, pipelines can be designed for quick cleaning and CIP (clean-in-place)
between product
changeovers.
Scalability
Systems can be designed for future capacity increase by upsizing
the air
mover and increasing pipeline diameter — without major civil or structural changes.
This
scalability is a key advantage for growing chemical businesses.
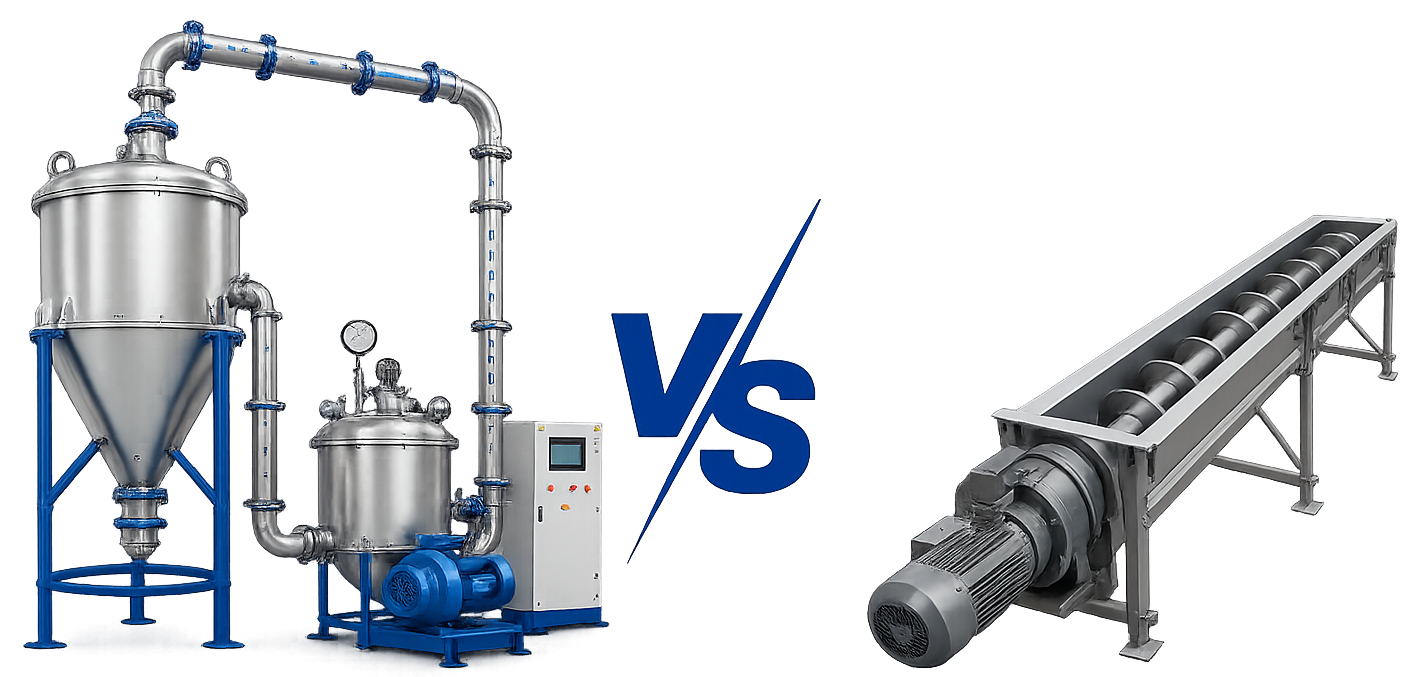
Pneumatic Conveying vs Mechanical Conveying: Which Is Right for Chemical Plants?
| Factor |
Pneumatic Conveying |
Mechanical Conveying |
| Dust containment |
Fully enclosed |
Open (dust generation) |
| Toxic material handling |
Excellent |
Poor without enclosures |
| Routing flexibility |
Very high |
Limited |
| Maintenance |
Low |
Higher |
| Product degradation |
Low (dense phase) |
Low to moderate |
| Initial capital cost |
Moderate to high |
Lower |
| Operating cost |
Moderate |
Lower (for short runs) |
| Automation integration |
Excellent |
Good |
| Suitability for abrasives |
Dense phase only |
Good |
| Material spillage risk |
Nil |
Present |
For chemical plants where containment, safety, and automation are priorities,
pneumatic conveying almost always outperforms mechanical alternatives in total cost of ownership
— even if the initial capital cost is higher.
Selection Guide: How to Choose the Right Pneumatic Conveying System
Selecting the right pneumatic conveying system is a systematic process.
The
following framework guides engineers through the key decision points.
Step 1: Define the Material Thoroughly
Conduct proper material characterisation before any system is specified.
Request a material data sheet from your supplier and supplement it with laboratory testing
if
properties are unknown. Do not assume that a system designed for one chemical will work for
another — even similar-looking powders can behave very differently in a conveying system.
Step 2: Decide Between Dense and Dilute Phase
Use these guidelines as a starting point:
Choose dilute phase if:
- Material is non-abrasive and non-fragile
- Conveying distance is under 100 metres
- Throughput is moderate (< 20 tonnes/hour typically)
- Budget is constrained and material properties are forgiving
Choose dense phase if:
- Material is fragile, friable, or abrasive
- Conveying distance exceeds 100 metres, or multi-destination transfer is needed
- Product degradation must be minimised (e.g. catalyst beads, specialty chemical granules)
- Material is at risk of segregation during transfer
Step 3: Determine Pressure vs Vacuum
Choose positive pressure if:
- Single source to multiple destinations
- High throughput, long distance
- Continuous operation required
Choose vacuum if:
- Multiple pickup points to a single destination
- Material is toxic or flammable (inward leakage is safer)
- Pickup from open vessels or bulk bags
Step 4: Assess Safety Requirements
- Is the material flammable or explosible? → ATEX equipment, inert gas conveying, or
explosion
protection required
- Is the material toxic? → Full containment, double-seal airlocks, HEPA filtration
- Is the material hygroscopic? → Dried conveying air or nitrogen required
Step 5: Define the Pipeline Route
Map the complete route from source to destination — all horizontal runs,
vertical lifts, and number of bends. Minimise bends (especially for dense phase), use
long-radius bends for abrasive materials, and ensure that pipe supports and expansion joints
are
engineered for thermal expansion in hot plant areas.
Step 6: Select Construction Materials
Match pipeline and component materials to the chemical compatibility
requirements of the material being conveyed. Stainless steel is the standard for most
chemical
applications; specialty alloys or lined pipelines are required for corrosive materials.
Step 7: Partner with an Experienced System Supplier
Pneumatic conveying system design is not a commodity purchase. The
correct
design requires knowledge of two-phase gas-solid flow, material behaviour, equipment
selection,
and process integration. Partner with a supplier who:
- Has specific experience with your material type
- Offers pilot or bench-scale testing before full-scale design commitment
- Provides full engineering, supply, installation, and commissioning
- Maintains long-term spare parts and service suppor
Stratgem Projects: Your Partner for Pneumatic Conveying in Chemical Plants
Stratgem Projects and Engineering Pvt. Ltd., based in Pune, India, is a
specialist in powder handling automation and pneumatic conveying systems for the chemical,
pharmaceutical, food, and petrochemical industries.
Stratgem's conveying portfolio covers the full spectrum of chemical
plant
requirements:
- Lean/Dilute Phase Conveying Systems — for high-volume,
cost-effective
transfer of non-fragile chemical powders
- Dense Phase Pneumatic Conveying Systems — for abrasive,
fragile,
or
high-value specialty chemicals requiring gentle, low-velocity transport
- Vacuum Powder Transfer Systems (VPTS) — for safe, enclosed
transfer of
toxic or oxygen-sensitive materials
- Closed Loop Conveying Systems — nitrogen-blanketed circuits
for
reactive
or
explosive powders
- Bulk Tanker Unloading Systems — pneumatic unloading of road
and
rail
tankers directly to storage silos
- Dry Sorbent Injection Systems — pneumatic injection of lime,
bicarbonate,
and activated carbon for flue gas treatment
- Weighing and Batching Systems — integrated conveying with
precise
dosing
for reactor and blender feeding
With over 200 successful installations across India's chemical,
petrochemical, food, and pharmaceutical sectors, Stratgem offers complete end-to-end project
delivery — from process design and equipment supply to installation, commissioning, and
lifetime
after-sales support.
Conclusion
Pneumatic conveying systems are not simply a convenience for chemical plants
— they are a strategic investment in safety, regulatory compliance, product quality, and
operational efficiency. As India's chemical industry continues its rapid growth and as
environmental and workplace safety standards tighten, enclosed pneumatic material handling will
become the standard, not the exception.
The key to a successful pneumatic conveying project in the chemical industry
is thorough upfront engineering: characterise your material accurately, choose the right
conveying mode, design for your safety requirements, and partner with a supplier who brings
genuine technical depth and proven project experience.
Stratgem Projects brings all of these capabilities to every pneumatic
conveying project — from the first technical discussion to long-term operation and support.
FAQs: Pneumatic Conveying vs Mechanical Conveyors
Pneumatic conveying handles a wide range of dry bulk solids including powders,
granules, pellets, and flakes. In chemical plants, common materials include titanium
dioxide, carbon black, calcium carbonate, soda ash, resins, pigments, catalysts,
caustic powder, sodium bicarbonate, and many specialty chemical intermediates.
Material characterisation determines the correct system design for each specific
application.
Yes, with appropriate design. Pneumatic conveying systems can be designed and
certified for explosive dust environments using ATEX-rated equipment, explosion
venting, inert gas (nitrogen) conveying, and grounding/bonding systems to prevent
static ignition. The system design must be based on a thorough dust explosion risk
assessment and comply with applicable standards (ATEX, IS/IEC 60079, NFPA 654).
Dense phase systems are routinely designed for conveying distances of 100 to 500
metres, and in some applications even longer. Dilute phase systems are typically
used for distances under 100 metres, though this depends on material properties and
throughput requirements.
For short distances with non-fragile materials, mechanical conveying (screw
conveyors, belt conveyors) can be more energy-efficient. However, for longer
distances, higher automation requirements, or applications where containment and
safety add cost to mechanical alternatives, pneumatic conveying offers competitive
or superior energy economics — particularly dense phase systems, which use less air
per tonne of material than dilute phase.
Yes. A well-designed system can convey different materials sequentially with
appropriate cleaning or purging between products. However, for highly regulated or
contamination-sensitive applications, dedicated pipelines for each material are
recommended.
Routine maintenance includes filter bag inspection and replacement (typically
annually, or based on pressure drop monitoring), rotary airlock tip seal
replacement, pipeline wear point inspection (especially at elbows and bends), air
mover servicing (compressor or blower), and instrumentation calibration. Overall,
pneumatic conveying has significantly lower maintenance requirements than mechanical
conveying systems.
A typical system from order to commissioning takes 12 to 24 weeks depending on
complexity. Simple systems can be delivered faster; large, multi-point systems with
complex controls and special materials may take longer. Engaging a supplier early in
the project planning phase helps optimise the timeline.