Screw Conveyors Manufacturer & Supplier for Material Conveying: StratGem
Bulk materials are handled by means of screw conveyors, which are highly adaptable
mechanical
apparatuses. They are generally used in the construction, mining, food processing,
and
agricultural industries for the horizontal or mildly inclined transportation of
materials. An
explanation of screw conveyors' operation is provided below:

Components of a Screw Conveyor:
- Screw or Auger: This is the central component of the conveyor, usually a helical-shaped blade that rotates within a cylindrical casing. The design of the screw can vary depending on the material being conveyed and the specific requirements of the application.
- Casing: The casing encloses the screw and provides a channel for material transport. It is typically a cylindrical tube, though variations exist for specific applications.
-
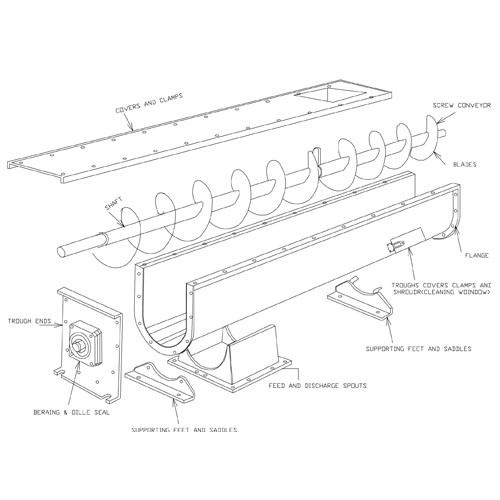
- Inlet and Outlet: These are the entry and exit points for material into and out of the conveyor.
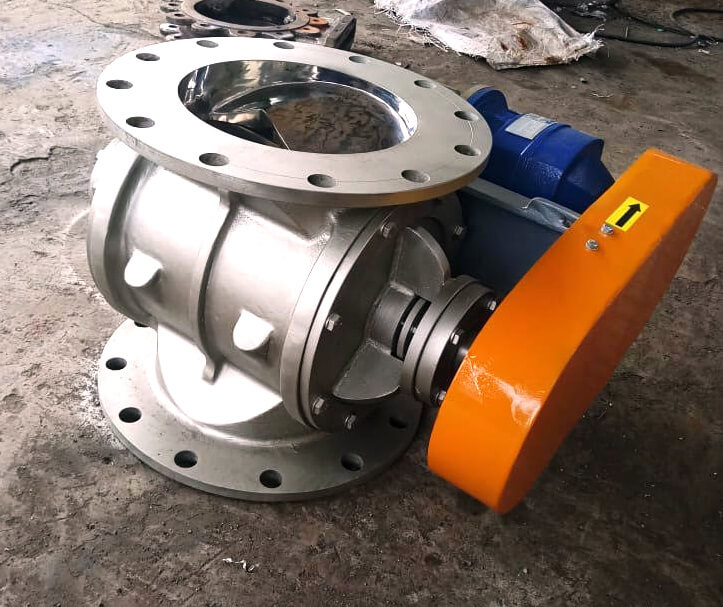
- Drive Mechanism: Screw conveyors are usually powered by electric motors, which provide the necessary torque to rotate the screw. The drive mechanism may be directly connected to the screw or connected via gears, belts, or chains.
- Bearings and Seals: Bearings support the rotating screw, while seals prevent leakage of material and ensure efficient operation.
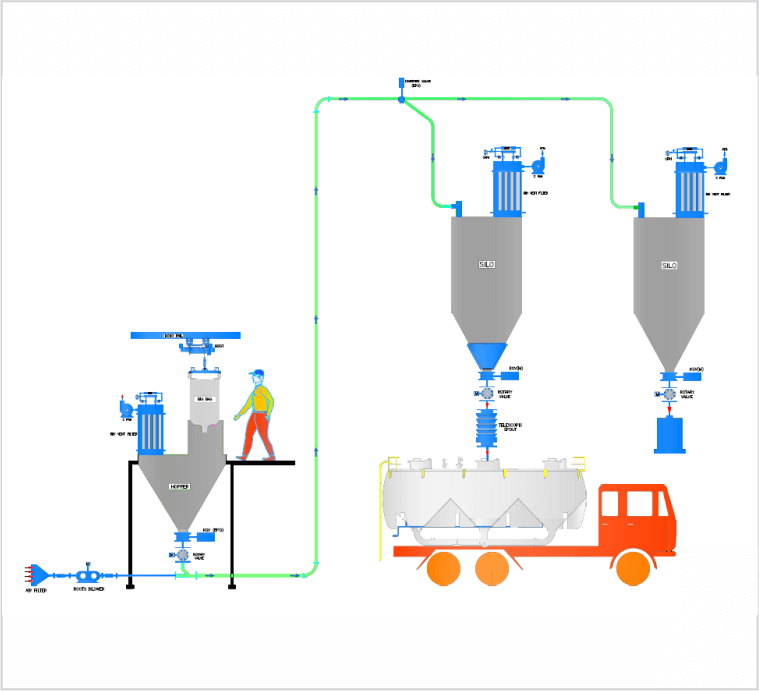
Flow Diagram of Screw Conveyor:
An illustration of a basic screw conveyor system is provided below. The diagram below
explains
how it works with ease.

Types of Screw Conveyor:
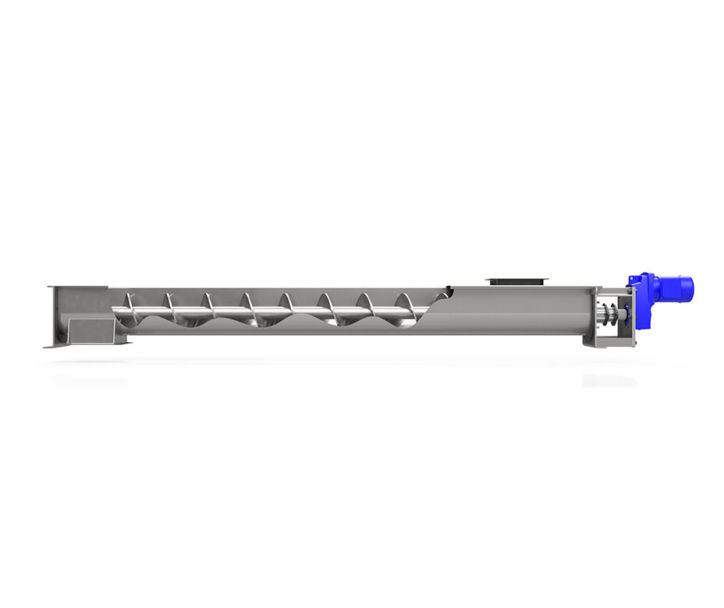
- Horizontal Screw Conveyor: This is the most basic type of screw conveyor, where the screw is positioned horizontally within a casing. It's used for transporting materials horizontally or with slight inclinations.
- Inclined Screw Conveyor: Inclined screw conveyors are similar to horizontal screw conveyors but are designed to operate at steeper angles, allowing for the vertical movement of materials. They're often used for elevating materials to higher levels.
- Vertical Screw Conveyor: Vertical screw conveyors are specifically designed for conveying materials vertically. They consist of a screw enclosed in a casing, typically with a tubular design. Vertical screw conveyors are commonly used in applications where space is limited, and materials need to be lifted to different levels.
Advantages of Screw Conveyors:
- Versatility: Screw conveyors are versatile and can handle a wide range of materials, including powders, granules, flakes, pellets, and semi-solid materials. This versatility makes them suitable for use in diverse industries such as agriculture, food processing, mining, construction, chemical processing, and pharmaceuticals.
- Gentle Material Handling: The rotating screw design of screw conveyors provides gentle handling of materials, reducing the risk of degradation, breakage, or segregation during transportation. This is particularly beneficial for delicate or fragile materials.
- Customizable Design: Screw conveyors can be customized to suit specific material handling requirements and application needs. Factors such as screw diameter, pitch, speed, length, casing design, and material of construction can be tailored to optimize performance and efficiency.
- Material Transport: Screw conveyors efficiently move materials from one point to another, providing continuous and reliable transportation. They can operate horizontally, vertically, or at various inclinations, allowing for flexible layout designs in processing plants and facilities.
- Low Maintenance: Screw conveyors have a simple design with few moving parts, resulting in lower maintenance requirements compared to other types of conveying systems. Routine maintenance typically involves lubrication of bearings, inspection of seals, and occasional replacement of wear components.
- Energy Efficiency: Screw conveyors are energy-efficient devices, requiring lower power consumption compared to some other types of conveyors, especially for horizontal or inclined conveying applications. This can result in cost savings on energy bills over time.
- Cost-Effectiveness: Screw conveyors are generally cost-effective to install and operate, offering a high return on investment over their lifespan. They have a long service life and can handle a wide range of materials, reducing the need for multiple conveying systems.
Use of Screw Conveyors in Various Industries:
- Food processing Industry
- Agriculture Industry
- Plastics and chemicals Industry
- Grain handling Industry
- Waste management
- Power Plants
Stratgem develops and manufactures Screw Conveyors/Auger Feeders based on the needs
and
specifications of the customer for the material handling. Food, chemicals,
pharmaceuticals,
plastics, polymers, and breweries are just a few of the industries we serve.
We also provide other powder/material handling products. To know more about Powder
Handling Automation Products please feel free to connect us!
Simply state your requirements and the challenges. Stratgem will provide a solution that will suit your process needs while maintaining product integrity and safe operations.
StratGem
Powder Handling Automation Solutions Manufacturer in India









StratGem
Powder Handling Automation Products


Plan to Start a Project